旋转供料器的反气是正常现象,核心控制在合理区间内就不会影响输送效率和锁气效果。
一般反气的合理判断标准:
- 视觉:出料口轻微冒灰/微气流,无大量粉料喷溅、无明显气流冲击感
- 运行:电机负荷无异常波动,供料器转速稳定,下游输送压力无频繁超压
- 实操:反气过小时易粘料卡壳,过大则会造成粉料回流、输送量锐减
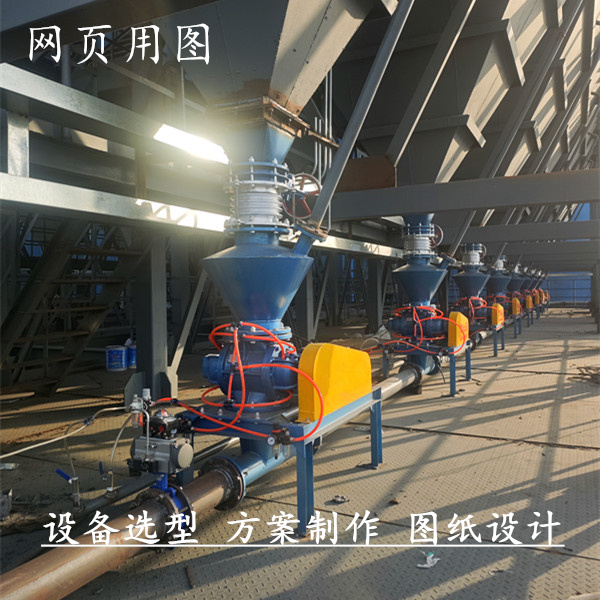
旋转供料器
旋转供料器反气异常快速排查及调整方法
一、反气过大(喷料/回流/输送量骤降)排查调整
1. 先查系统压力:下游输送管堵料/罗茨风机风压过高,需清堵、调低风机频率降风压
2. 检查密封结构:填料密封老化/机械密封磨损,更换密封件并重新调节密封压盖
3. 核对间隙参数:转子与壳体间隙超标(常规≤0.15~0.3mm),返厂修复或更换转子
4. 确认供料匹配:供料器转速过快/上游料仓料位过高,降低转速、控制料仓料位在1/3~2/3
5. 检查补气装置:补气过多/补气点位置不当,关闭部分补气阀、调整补气点至供料器下游
二、反气过小导致-粘料/卡壳/下料不畅)排查调整
1. 检查补气系统:补气不足/补气口堵塞,清理补气管道、适当打开补气阀补入少量气流
2. 核对间隙与物料:转子间隙过小/物料湿度大易粘壁,适当调大间隙、增加物料干燥度
3. 检查锁气段:上游下料口无料封/料封过短,保证料仓料位形成自然料封,避免直空下料
三、日常预防(减少反气异常)
1. 定期检查密封件、转子间隙,易损件按运行时长提前更换
2. 控制物料含水率,避免高湿粉料粘壁导致间隙变小异响卡死
3. 系统启停遵循“先开风机送气,再开供料器;先停供料器,再停风机”,防止瞬间压冲