作为现场调试工程师,我结合多年实操经验,从 “系统整体→仓泵→阀门→控制→物料” 的逻辑,来排查仓泵输送超时的原因,尤其是进料阀开关不严的具体问题。
一、 仓泵输送超时的核心原因排查(按优先级排序)
1. 进料阀开关不严
这是最常见的 “隐性超时” 原因 —— 阀门漏料导致进料不充分、压力建立慢、输送效率下降。
原因分析:
密封面磨损 / 变形:长期冲料、憋压导致阀板 / 阀座密封面划痕、凹陷,或阀板变形(如金属阀板受热变形、耐磨陶瓷脱落)。
执行机构故障:气缸 / 电动执行器行程不足、气缸漏气、电磁阀卡滞,导致阀板未完全关闭 / 开启,存在 “微漏”。
异物卡阻:物料中的硬颗粒、异物卡在密封面,导致阀板无法贴合;或阀杆锈蚀、卡涩,开关不到位。
密封件老化:阀座密封圈(如橡胶、PTFE)硬化、开裂、脱落,失去密封效果。
解决办法:
现场验证:输送前,关闭进料阀后,用压力表测仓泵内压力,若压力缓慢下降,说明阀门漏料;或观察阀门口是否有物料渗出。
机械检修:
彻底泄压后,拆卸阀门,检查密封面:若磨损 / 变形,更换阀板 / 阀座;若有异物,清理干净。
检查执行机构:气缸需测气源压力(一般 0.4-0.6MPa),清理气管堵塞,更换漏气的密封圈;电动执行器检查电机、减速器,确保行程到位。
更换老化密封件:选用耐磨损、耐温的密封材料(如 PTFE + 金属缠绕垫片),提升密封可靠性。
调试优化:调整执行机构行程,确保阀板 “全关时无间隙、全开时无卡滞”;对气动阀门,调整电磁阀动作时间,保证阀板快速启闭。
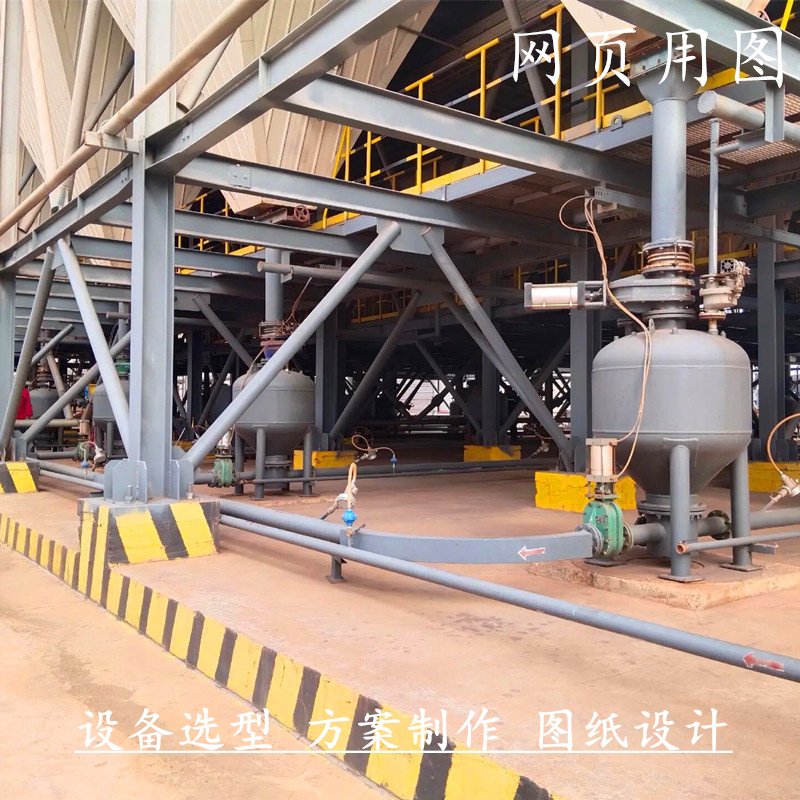
气力输送仓泵
2. 流化系统故障(仓泵进料的 “基础保障”)
仓泵内物料需均匀流化才能顺利进料,流化不良会导致进料不均、憋压,间接延长输送时间。
原因分析:
流化风压力不足、风量过小,物料无法充分流态化,形成 “死区”,进料速度慢。
流化盘堵塞:物料颗粒卡在流化盘孔内,导致流化风分布不均,局部物料堆积。
流化风管道漏气 / 阀门卡滞:导致实际流化风量不足,无法有效松动物料。
解决办法:
检查流化风压力:确保流化风压力≥0.2MPa,风量满足设计要求(一般按仓泵容积的 1.5-2 倍 / 分钟计算)。
清理流化盘:拆卸流化盘,用高压气枪或水冲洗孔道,去除堵塞的物料颗粒,确保流化风均匀分布。
检查流化风管道:排查漏气点,更换破损的管道 / 阀门,确保流化风正常供给。
3. 控制逻辑与 PLC 程序问题
系统控制参数设置不当,会导致进料 / 输送节奏紊乱,引发超时。
原因分析:
进料延时过长:PLC 程序中 “进料阀开启时间” 设置过短,物料未填满仓泵就停止进料,导致输送次数增加。
压力建立逻辑错误:输送前压力未达到设定值(如 0.1-0.2MPa)就启动输送,导致输送效率低。
连锁信号异常:压力开关、限位开关故障,导致系统误判 “进料完成”,提前启动输送。
解决办法:
查看 PLC 程序:调整 “进料延时” 参数,根据物料特性(如粉体流动性)延长 10-30 秒,确保仓泵内物料填满。
校准压力开关:检查压力传感器是否准确,若信号漂移,重新校准或更换;调整压力设定值(如 0.15MPa 启动输送)。
检查连锁逻辑:确保 “进料阀全关→流化完成→压力达标” 的连锁条件正确,避免误触发。
4. 物料特性与工况问题
物料本身的性质,是影响输送效率的 “根本因素”。
原因分析:
物料湿度大、结块:导致进料时搭桥、堵塞,进料速度慢;憋压时物料硬度增加,加重阀门磨损。
物料粒度不均:大颗粒物料卡在进料口或流化盘,导致进料不畅。
输送距离过长、管径过小:物料在管道内流速慢,仓泵内压力建立慢,输送时间延长。
解决办法:
优化物料预处理:对湿度大的物料,添加干燥剂(如硅胶、分子筛);对结块物料,提前破碎、筛分,确保粒度均匀(一般控制在≤5mm)。
调整输送参数:适当提高气源压力(如从 0.4MPa 提升至 0.5MPa),增大管道管径,或降低物料输送浓度(如减少仓泵内物料填充率)。
增加辅助装置:在进料口加装振动器、破拱装置,防止物料搭桥;在管道内加装清堵器,避免堵塞。
5. 气源系统故障
气源压力不足、稳定性差,会直接影响仓泵的压力建立和输送速度。
原因分析:
空压机排气量不足:无法满足仓泵进料、流化、输送的气源需求,导致压力建立慢。
储气罐压力不足:储气罐未及时排水、排气,导致气源压力波动大,无法稳定输送。
气管堵塞 / 漏气:管道内有油污、水分,导致气流不畅;接头松动,导致压力损失。
解决办法:
检查空压机:确保空压机排气量≥设计值,定期清理滤芯、排水,保证供气稳定。
维护储气罐:定期排水、排气,检查储气罐压力是否稳定(一般保持 0.5-0.7MPa)。
清理气管:用高压气枪吹扫管道,去除油污、水分;更换破损的管道、接头,确保气流通畅。

输灰仓泵
二、 快速排查流程(现场实操顺序)
先验证:输送前,关闭进料阀,观察仓泵压力是否稳定(无下降),判断是否 “进料阀漏料”。
查阀门:检查进料阀执行机构(气缸 / 电动)、密封面、密封件,是否有卡滞、磨损。
查流化:检查流化风压力、流化盘是否堵塞,确保物料流化良好。
查控制:查看 PLC 程序参数、压力开关信号,是否有逻辑错误。
查物料:观察物料湿度、粒度,是否有结块、搭桥现象。
查气源:检查空压机、储气罐、气管,确保气源稳定、压力充足。
三、 预防建议
定期检查进料阀:每周拆卸一次阀门,清理密封面、更换老化密封件,确保开关灵活。
优化物料管理:控制物料湿度在≤2%,定期筛分,避免大颗粒堵塞。
定期维护系统:每月清理流化盘、储气罐、管道,确保系统无堵塞、无漏气。
校准控制参数:根据物料特性,定期调整 PLC 程序中的进料延时、压力设定值。