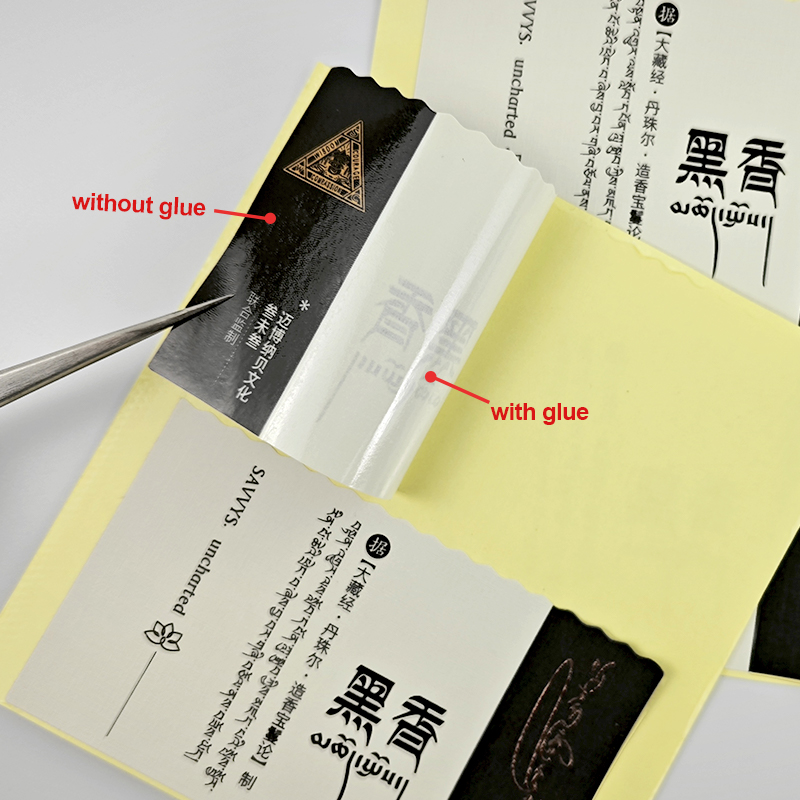
在包装与标签应用领域,局部除胶 BOPP 不干胶贴纸的残胶问题,直接关系到产品外观整洁度与二次使用体验。本文从除胶工艺、胶粘剂特性、被贴物表面、应用场景四大核心维度,结合行业实测数据与实操案例,系统解析残胶成因及精准控制方法,为印刷企业、品牌方提供可落地的工艺优化方案。
不同除胶工艺的操作参数,是影响残胶率的核心因素,精准把控参数可大幅降低残留风险。
1. 化学除胶:试剂与参数双控工艺原理:利用专用化学试剂与胶粘剂发生反应,削弱其粘性或实现溶解剥离,适用于高精度、无损伤的标签除胶场景。
关键控制要点:试剂浓度过高、处理时间过长或温度失衡,会导致胶粘剂残留率升至 30%–50%;通过精准配比试剂、控制反应时间(通常 3–5 分钟)、维持常温(20–25℃),可将残胶率稳定控制在 5% 以内。
实操案例:电子产品外壳标签采用精准化学除胶工艺,处理后表面残胶率仅 2%,无腐蚀、无痕迹,满足高端产品外观要求。
2. 物理除胶:机械与温度适配物理除胶分为机械刮除与加热剥离两类,核心在于避免对被贴物表面造成损伤,同时减少残胶。
机械刮除:普通工具手工刮除易导致残胶率达 20%–40%,采用高精度数控刮除设备,配合柔性刮刀,可将残胶率降至 3% 以内,且不划伤被贴物表面。
加热剥离:温度超过 120℃时,胶粘剂会软化渗入被贴物纹理,残胶率升至 40%–60%;将温度精准控制在 80–100℃,利用热量降低胶粘剂粘性,再配合机械剥离,残胶率可控制在 5% 以内。
实操案例:家电面板标签采用控温加热剥离工艺,残胶率仅 3%,面板表面光洁如新,无需二次清洁。
二、胶粘剂特性:影响残胶的本质因素胶粘剂的类型与配方,决定了其内聚力与附着力的平衡关系,是残胶控制的根本所在。
1. 胶粘剂类型:选对材质降低残留不同类型胶粘剂的残胶特性差异显著,需结合场景针对性选择:
丙烯酸类胶粘剂:内聚力强,剥离时不易断裂残留,正常工艺下残胶率可控制在 0–5%,耐老化性能优异,适合电子产品、室内高端标签等对残胶要求严格的场景。
橡胶类胶粘剂:内聚力相对较弱,剥离时易出现胶层断裂残留,残胶率通常在 10%–30%,但粘性强、成本低,适合户外临时标签、低价快消品包装等场景。
2. 配方优化:助剂与交联度双提升通过配方调整,可显著提升胶粘剂的抗残胶性能:
添加抗残胶助剂:在胶粘剂中加入有机硅类抗残胶助剂,可提升胶层韧性与内聚力,残胶率降低 60%–80%,剥离时胶层完整脱落,不残留。
优化交联程度:适度提升胶粘剂的交联度,可增强胶层整体稳定性,内聚力提升 50% 以上,避免剥离时胶层断裂,实现干净剥离。
实操案例:玻璃制品标签采用优化配方的丙烯酸胶粘剂,剥离后残胶率仅 1%,玻璃表面无任何胶痕,无需额外清洁。
三、被贴物表面性质:残胶的关键影响变量被贴物的表面状态,直接决定胶粘剂的附着方式,进而影响残胶情况。
1. 表面粗糙度:光滑表面更易无残胶光滑表面(玻璃、金属、镜面塑料):表面无明显纹理,胶粘剂仅附着于表层,剥离时易完整脱落,残胶率通常在 0–5%。
粗糙表面(木材、磨砂塑料、纸质包装):表面凹凸不平,胶粘剂易渗入纹理缝隙,剥离时部分胶层残留于缝隙中,残胶率升至 10%–20%。
2. 表面极性:非极性表面残留更低极性表面(陶瓷、ABS 塑料、电晕处理薄膜):表面分子极性强,与胶粘剂的附着力高,剥离时胶层易断裂残留,残胶率达 15%–30%。
非极性表面(PP、PE 塑料、未处理薄膜):表面分子极性弱,与胶粘剂的附着力低,剥离时胶层易完整脱落,残胶率控制在 0–10%。
3. 表面处理:隔离涂层是防残胶利器电晕处理:通过提升表面极性增强胶粘剂附着力,虽能提升标签粘贴牢固度,但会使残胶率增加 10%–20%。
涂覆隔离涂层:在被贴物表面涂覆硅油、氟素等隔离层,可大幅降低与胶粘剂的附着力,残胶率直接降低 50%–70%,是高要求场景的优选方案。
实操案例:金属家电外壳涂覆专用隔离涂层后,标签剥离残胶率仅 2%,无需人工擦拭,直接满足产品出厂标准。
四、应用场景:环境对残胶的叠加影响不同使用环境会加速或减缓胶粘剂老化,进而改变残胶特性,需结合场景调整除胶方案。
1. 室内环境:常温干燥是理想条件常温干燥环境(20–25℃,湿度 40%–60%):胶粘剂性能稳定,无老化变质,除胶后残胶率可控制在 0–5%,是残胶控制的最佳场景。
高湿度环境(浴室、厨房,湿度 80% 以上):胶粘剂易吸水软化,胶层内聚力下降,剥离时易残留,残胶率升至 10%–20%。
2. 户外环境:极端温湿度加剧残胶户外环境的高温暴晒、低温冷冻会加速胶粘剂老化,大幅提升残胶率:
高温暴晒环境:夏季户外温度超过 35℃,紫外线会导致胶粘剂老化降解,胶层变脆易断裂,残胶率达 30%–50%。
低温寒冷环境:冬季户外温度低于 0℃,胶粘剂变硬变脆,剥离时胶层碎裂残留,残胶率达 20%–40%。
实操案例:户外广告牌标签经夏季高温暴晒后,除胶残胶率达 40%,需配合专用除胶剂二次清洁;冬季低温环境下残胶率 30%,需先加热再剥离以降低残留。
五、局部除胶 BOPP 不干胶残胶控制核心要点结合四大影响因素,想要实现低残胶甚至无残胶剥离,需遵循以下核心原则:
工艺优先:优先选择精准化学除胶或高精度物理除胶,严格控制试剂浓度、温度、刮除力度等关键参数;
选对胶粘剂:对残胶敏感的场景,优先选用丙烯酸类胶粘剂,并要求供应商添加抗残胶助剂、优化交联配方;
适配被贴物:光滑非极性表面可直接实现低残胶,粗糙极性表面建议提前涂覆隔离涂层;
匹配应用场景:户外或高湿度场景,需选用耐候型胶粘剂,除胶前可通过加热 / 降温预处理优化胶层状态。
总结局部除胶 BOPP 不干胶贴纸撕开后是否留残胶,并非绝对,而是由除胶工艺、胶粘剂特性、被贴物表面、应用场景四大因素共同决定。通过科学选择胶粘剂类型、精准把控除胶参数、适配被贴物表面处理,可将残胶率稳定控制在 5% 以内,实现干净剥离。实际应用中,需结合具体场景需求,针对性优化工艺方案,才能兼顾除胶效果与成本效益。